Menu główne:
PLC do pras
Podzespoly
PLC
(Programowalny Kontroler Logiczny)
to bardzo ważne urządzenie odpowiedzialne za prawidłową pracę maszyny, ochronę przed usterkami oraz - w naszym wydaniu - za bezpieczeństwo operatora.
W starych maszynach PLC było realizowane na przekaźnikach i stycznikach. Wadą jest duża trudność ewentualnej zmiany programu "zapisanego" połaczeniami przewodów i przekaźników oraz ...
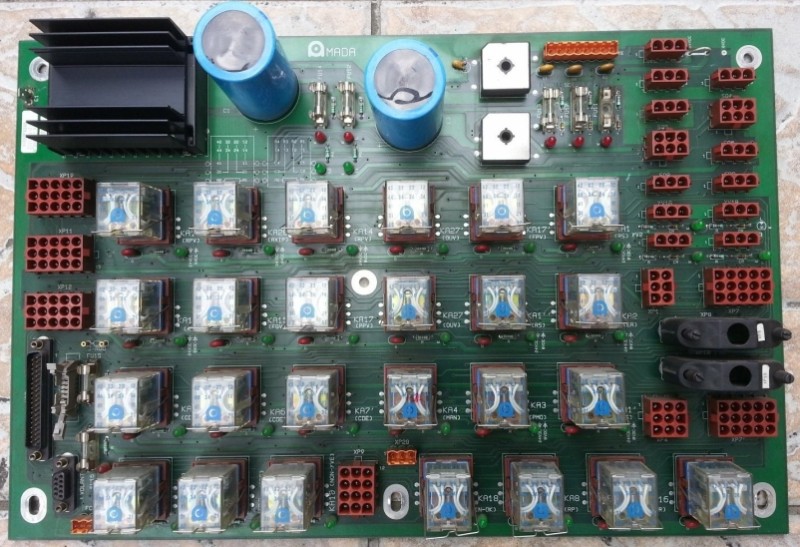
PLC wymontowane z prasy AMADA,
tutaj połączenia są na płytce drukowanej
i zmiana progamu jest praktycznie niemożliwa
ß
... oraz czasochłonne szukanie przyczyny braku zezwoleń lub usterki.
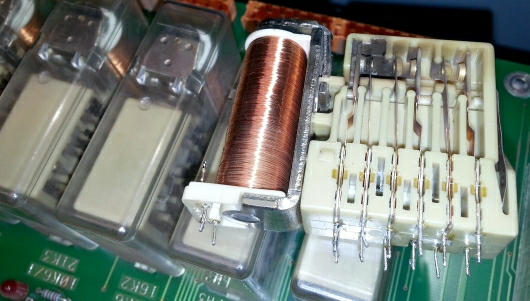
niełatwo znaleźć taki problem, trudno wylutować, ale znaleźć niepopalony zamiennik - to dopiero jest wyzwanie
Ü
(chyba z jakiejś prasy Beyeler)
Dlatego o wiele lepsze, bardziej niezawodne i praktyczne są cyfrowe kontrolery logiczne.
Podstawowy moduł posiada 24 wejścia i 24 wyjścia. Jeżeli potrzeba więcej wejść / wyjść, to do jednego modułu PLC może być dołączany kolejny.
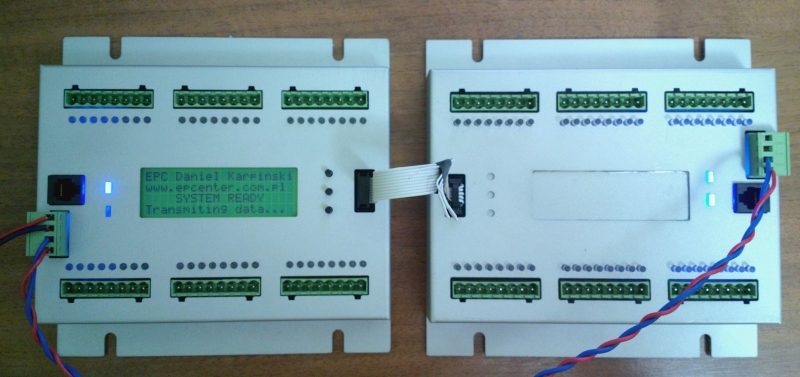

po lewej stronie ENC naszego sterowania, po prawej - PLC
ß zamontowane w 8 osiowej prasie ß
Wejścia służą do monitorowania stanu elementów maszyny - wyłączniki krańcowe, czujniki położenia elementów osi, skoszenie belki, otwarcie drzwi, osłon, wciśnięcie przycisków przez operatora, wyłaczniki awaryjne, położenie przełączników - i rozkazów od sterowania głównego oraz operatora (pedał, przyciski 2-ręce, ruch w górę).
Wyjścia sterują wszystkimi ważnymi elementami maszyny - otwarcie i przełączanie odpowiednich zaworów hydraulicznych, pneumatycznych, podtrzymanie pracy pomp hydraulicznych, zezwolenie na ruch osi, informacje zwrotne do sterowania głównego o stanie maszyny.
Pomiędzy wejściami i wyjściami jest to, co najważniejsze - kontroler logiczny z programem, który analizuje sytuację na wejściach i w odpowiedzi odpowiednio wysterowuje poszczególne wyjścia.
Np. podczas otworzy zawory zabezpieczające i zawory szybkiego ruchu w dół podczas dojazdu belki, a w ustalonej odległości nad blachą przełączy na zawory ruchu wolnego.
PLC nie pozwoli na jednoczesne wykonanie dwóch rozkazów np. ruch w górę i w dół.

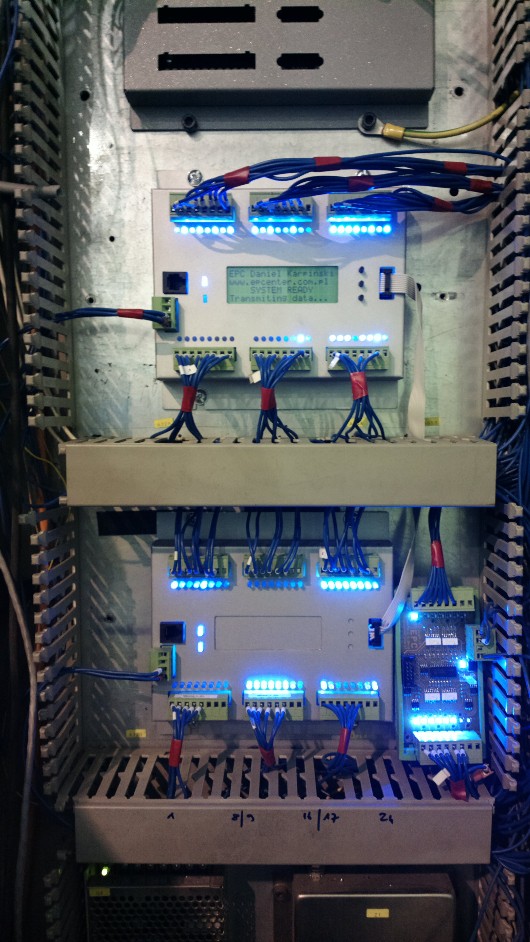
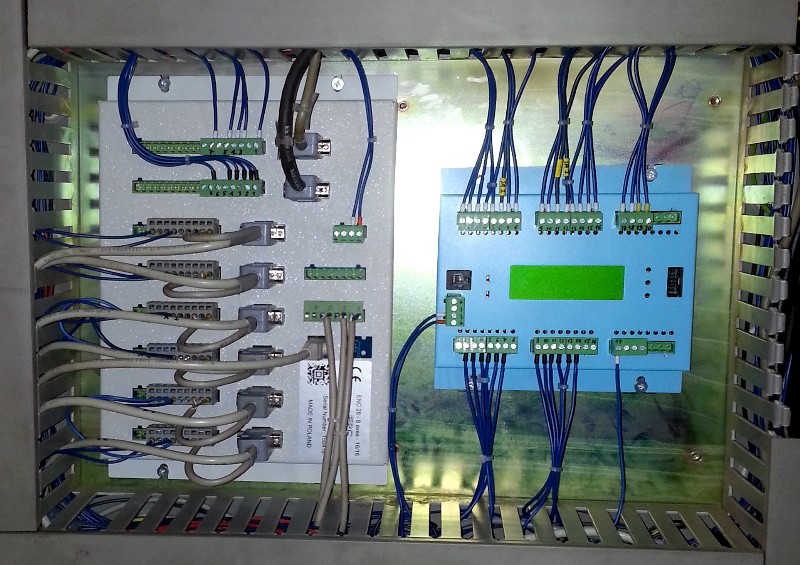
W naszym PLC program można zmienić w ciągu kilku minut bez potrzeby przekablowywania połowy szafy sterowniczej,
a diagnoza awarii jest prosta i "na oko" - wystarczy spojrzeć, czy świecą odpowiednie kontrolki wejść i wyjść.
Ü